



经典单管TO直插封装有两类TO-220和TO-247,其使逆变器系统并联扩容灵活,器件成本优势显著,且标准封装容易找替代品,大范围的应用于中小功率范围。在单管电驱应用方案中可以覆盖30kW到180kW功率范围,最多需要6-8个单管的并联来实现方案。
用于最新汽车级EDT2芯片的器件参数Vcesat/Vth分布比较集中,器件之间电气参数差异小,并联降额比例小,可以轻松又有效提升整体输出能力。相比第三代650VIGBT3电流密度1.6A/mm²,EDT2芯片电流密度能够达到2.8A/mm²,相同封装尺寸内单管封装额定电流也在增加,芯片技术提升了产品电流能力,但单管传统散热方式成为提升有效输出电流的掣肘,且功率脚一定要通过电阻焊方式连接母排实现更大负载载流。这就是通常说的“芯片”和“封装”两手都要抓,想一下芯片内部结温奇热无比达到175°C,还要封装快速散热来多干活增加输出出力。尤其当汽车加速超车,想感受一下加速度时推背感,瞬时大扭矩大电流输出才可能正真的保证,那只能想办法将封装改进一下,但同时还应该要考虑汽车电驱长期可靠性运行,满足AQG 相关标准。
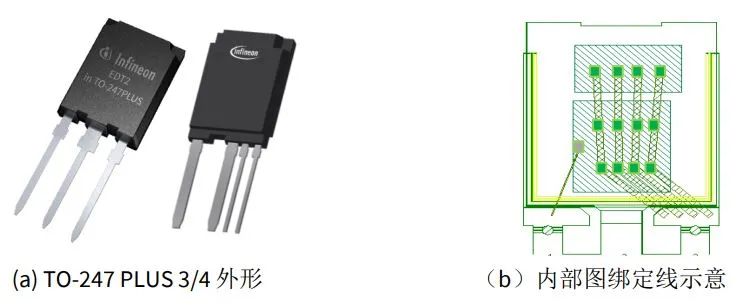
单管TO-247 PLUS是在传统TO-247上经过优化内部布局,以放置更多芯片实现电流密度增加而开发的新封装,如图 1(a)。其内部键合绑定线根,提升电流能力的同时也增加了产品可靠性,如图1(b)。
由于新封装上没有额外安装孔,安装时用夹具能节约生产时间,且整个热扩散底板面积达到190mm2,相比TO-247-3封装也能提高26%,热表征参数热阻RthjH也有一定改善。但这种局部封装变化对整个输出电流增加比较有限,怎么样改进封装来提升输出能力?要从单管实际应用中影响散热外部热传输的路径入手。
如图2(a)是单管散热时的基本组成部分,由于芯片背面的集电极collector焊接在引线框架上,通过绑定线与外部功率端子相连,因此从背板到水冷板连接界面不仅要考虑散热问题,以确保低Rth(CH)热阻,还要保证绝缘能力达到低耦合电容Cσ的需求,确保电气长期工作的可靠性,这都使单管的生产安装相对复杂些,成本会高些。
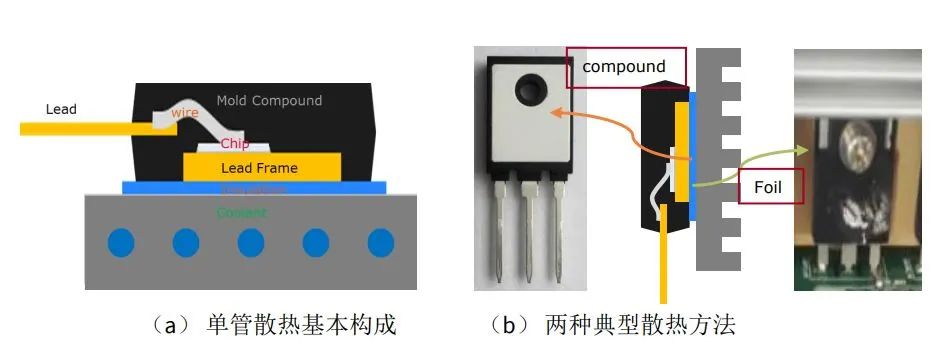
图2 (b)是典型两种单管散热绝缘方法,左边是直接涂敷即绝缘有导电的复合材料,但其厚度要达到230um,折弯安装时易损坏;右边是常规散热界面,采用厚度150um、导热率1.3W/m*k绝缘薄膜K10来实现,成本比较低。
由于单管背板沿对角线形状呈现中间低两头高的分布,有时需要50um、导热率2W/m*k的导热硅脂进行填充确保绝缘薄膜与底板、散热器之间有良好接触。更进一步的方法,则是在单管的底板预涂绝缘复合材料,能满足低耦合电容,2.5kV/1min 50Hz绝缘要求,这样不仅能降低35%热阻RthjH,增加器件输出功率,降低器件运行结温,而且能简化单管安装过程,降低生产所带来的成本,且100%出厂测试。但从复合材料自身导热率3W/m*K上看,降低热阻仍然有很大提升空间。从导热性能上看硅脂、绝缘膜、绝缘复合材料都不是最优的选择,都会影响散热性能发挥,进而成为单管输出功率增加的瓶颈。
那有没有即绝缘又保证散热良好的解决办法呢?英飞凌的TO-247 PLUS封装像SMD一样,其背板可以回流焊接在AL2O3DCB 或 Si3N4AMB上,同时该陶瓷基板需要再焊接到冷却板上。图3所示为典型结构,每层厚度和材料导热率如表1所示。焊锡材料采取使用无铅合金焊材SAC305,含锡量96.5%, 3%银和0.5%铜,符合RoHS,Reach并符合 IPC J-STD-006 标准,其润湿性好,流动性强,高可焊性和扩展性,其典型液相线°C。在实际应用中组件也有通过导热硅脂或相变材料与水冷板形成导热界面,此时需要夹具来固定确保很好接触,安装压力的不同会引起热阻的差异。
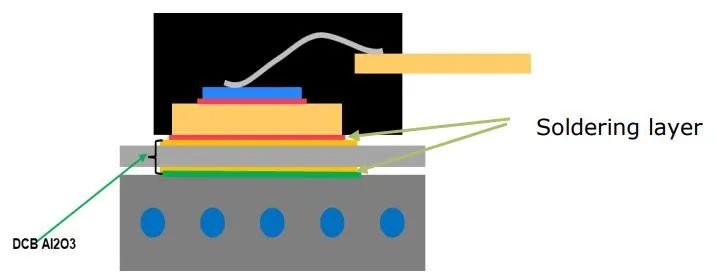
下表1是上图中200A/750V单管横截面中每层的物理材料厚度、导热系数以及热线胀系数CTE值,其中陶瓷衬底DCB AL2O3是标准尺寸。
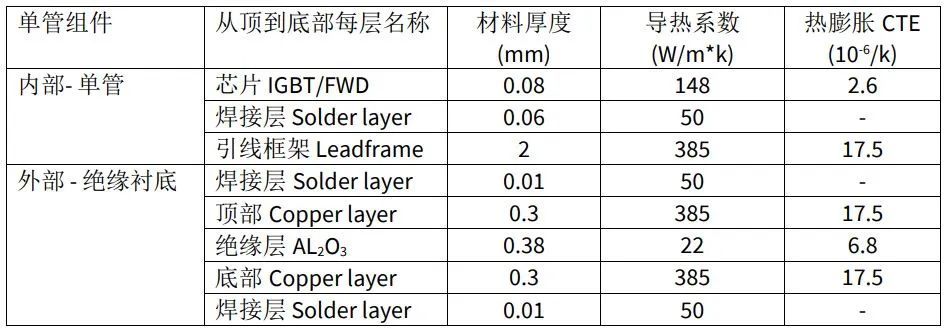
陶瓷衬底是这个单管回流焊外部最主要的散热路径,除了表中标准AL2O3衬底外,还有其它如高性能ZTA AL2O3,主要性能如热膨胀系数CTE、导热参数、杨氏模量、介电常数基本都变化不大。通过在AL2O3中添加9% -30%氧化锆ZrO2,材料抗弯曲度极大的提升,大于450Mpa左右。这能有效地减小由于器件安装时夹具产生应力或焊接中热膨胀产生的形变热应力引起绝缘衬底裂纹的风险。另外,传统DCB通过共晶键合法,铜和陶瓷之间没有粘结材料,尤其单管SiC在器件高温、大功率、高散热、高可靠性上很难满足需求。而氮化硅Si3N4-AMB作为绝缘衬底是在个不错的选择,抗弯曲度大于700Mpa,导热系数是80W/m*k,热线胀系数2.5x10-6/k,与Si材料很接近。AMB覆铜基板利用活性元素可以润湿陶瓷表面特性,通过活性金属钎焊工艺形成粘结强度高的界面。因此,绝缘衬底选择以及焊接工艺参数是单管背板回流焊接是否成功的外部决定因素,但单管封装自身是不是能满足回流背板焊接是关键的内部因素和基础,二者在应用层面不可或缺。
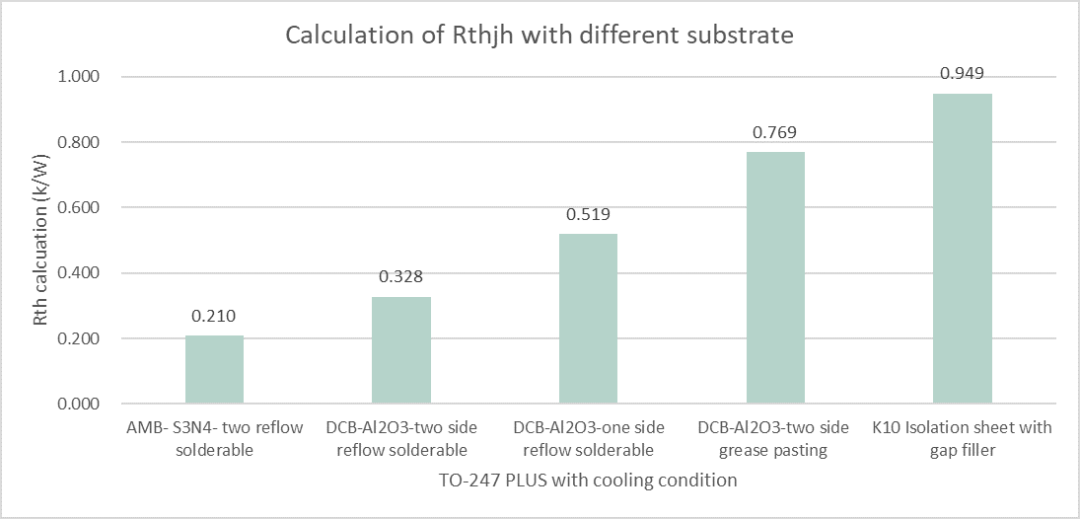
单管背板回流焊接对散热和绝缘处理来说都是一个很好的解决方案,可以把影响单管输出电流流能力的两个核心问题克服。基于前表提供750V/200A EDT2单管各层材料的数据来进行理论上热阻数据的直观对比,图4分为5种不同应用情况做评估,覆盖DCB双面、单面焊接和涂导热硅脂相结合。这个只是理论上评估热阻差异,垂直散热看实际理论热阻,与实际芯片发热引起热阻会不同。考虑客户不足以满足焊接工艺时,可优先考虑导热硅脂和焊接配合的应用情况。从结果看,这种单管背板焊接工艺大幅度的降低热阻,常用的DCB AL2O3相比导热绝缘薄膜K10而言最大达到减少了65%,进一步用导热性能更好的AMB S3N4陶瓷衬底,热阻还能更加进一步优化降低。从输出电流能力和可靠性提升上,这是一个好选择,但从成本上讲不是最优。
从单管芯片到外部衬底焊接整个环节RthjH里面来看,图5和6是两种的热阻分布情况。从传统K10分布看其占据热阻比例达到77%,是整个散热路径的主要瓶颈和决定因素,因此,进一步印证用单管背板回流焊解决这个环节的必要性。从经典AL2O3DCB 热阻分布看,AL2O3绝缘材料在整个散热路径中占比达到54%,DCB两面的焊接层占比达到12%,因此,这也为如何逐步优化背板焊接增强散热能力提供了方向,改善焊接层工艺,如Sinter银烧结工艺,或高性能衬底材料,如Si3N4衬底,甚至单管芯片直接焊接在DCB上都是提升单管散热的方向,尤其使用芯片面积更小的SiC芯片。

在背板回流焊时界面空洞率是表征基板质量的重要因数之一,产生基板的空洞率主因有两个方面,其一原料表面有凹凸、划痕、有机污染等质量上的问题,其二焊接工艺参数影响焊料润湿性,不能形成有效焊接可靠的焊接层。
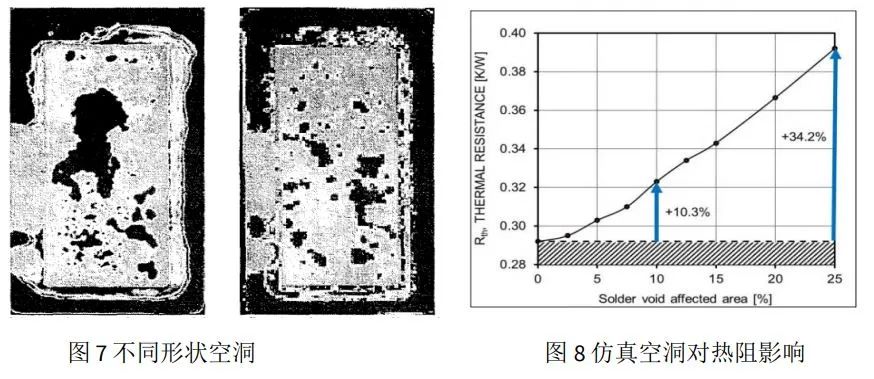
DCB焊接层形成的空洞不仅在周边有放电隐患影响电气性能,还会影响导热性能,这也是焊接中不可避免的问题,同时也是背板焊接好坏的关键,尤其电驱长时间工作进行高低温冲击时可靠性问题。图7中左边是小空洞联合起来形成大的空洞,右边是分散分布小的空洞。即使二者有相同的空洞百分比,但单个深大空洞对热阻和可靠性影响最为严重,热集中在该点上,有可能会出现热失效问题[3]。
可以进一步用具体化实例来看这个空洞影响,假定在单管芯片正下方有个圆形空洞,DCB尺寸20mmx23mm, 如图8所示初始热阻Rthja为0.292k/W, 当空洞增加到10%,热阻增加了10.3%;当空洞增加到25%, 热阻增加了34.2%。因此,空洞率和空洞大小成为单管背板回流焊接的关键。
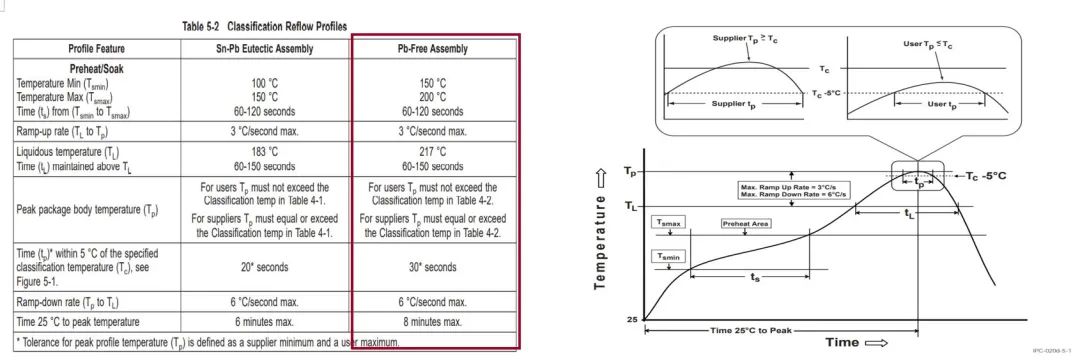
根据标准J-SDT-020E要求,非气密性封装按照湿气引起应力的敏感度来分类,以确保他们能正确储存、安装和回流焊时不被损坏。表2为无铅封装工艺流程的温度定义。按照EDT2 TO-247 PLUS 3pin的厚度5mm、体积1670mm3,4pin厚度4.8mm、体积为1729mm3,焊接最大允许峰值温度不超过245°C,如绿色方框所示。

按照标准中根据封装含锡铅和无铅来分类,目前绝大封装都是无铅封装,如图9中红色方框所示来定义回流焊工艺技术要求,右图为图形化来显示焊接温度曲线,主要是要求单管封装从预热区域从Tsmin到Tsmax,升温区从Tl到Tp,回流焊接区及最大允许峰值温度Tp,到冷却区,在每个温度的变化区间都有温度上升斜率和维持的时间要求。
对于用户别超过最大限制温度245°C,对于单管器件焊接过程由于焊接温度波动、背板平整度、焊料材料合金差异,其实际短时焊接峰值温度要大于最大温度限制,这对单管封装优化都带来了挑战。如图10为不一样的温度情况出现焊接层的空洞,这对焊接长期可靠性会带来一些可能的风险,需要工艺和器件封装同时优化来提升。关于单管真空回流焊接工艺和空洞分析,建议进一步与原厂做沟通,会针对性地提出一些改进措施和方法。
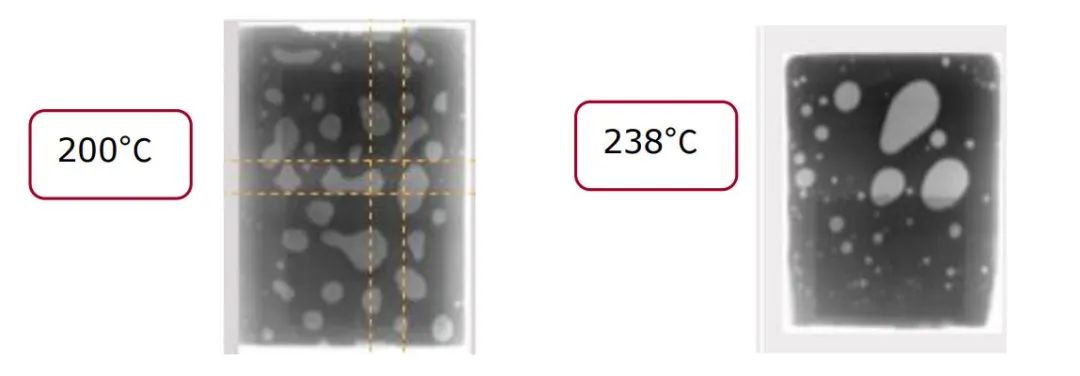
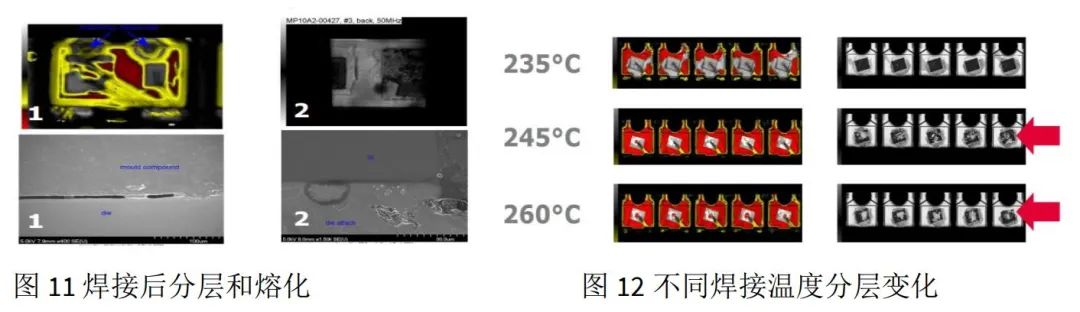
是不是现存的TO-247封装都能满足这种回流焊的能力呢?答案是明确不推荐。主体问题是塑封材料在运输储存过程中有空气湿气渗入其中,在高温回流焊中发生膨胀可能会引起塑封从引线框架上出现分层以及芯片焊接处熔化问题,如图11。当背板焊接曲线最高熔点温度越高,其分层和熔化现象约明显,如图12。所以有时一定要通过预加热方式或采用低温焊锡膏来解决现存封装的问题,这都会增加应用成本和系统的长期工作可靠性。
改进封装TO-247 PLUS经过优化处理解决分层问题,使单管焊接在DCB上可以长期可靠工作。按照IPC/JEDEC J-SDT-020能够完全满足MSL1 等级和焊接曲线要求,包括芯片顶部与塑封材料,引脚/引线顶部以及芯片焊接引线框架部分都没再次出现分层和熔化,如图13所示。

英飞凌汽车级可回流焊单管有120A、160A、200A三种电流规格且该封装在规格书中都有相关回流焊接能力的标注和承诺,详情请参考相关规格书。考虑到电驱应用中水冷条件下单管电流出力能力很高,有效值电流水平几乎达到额定电流80%以上,其绑定线和引脚热应力会非常严重,功率回路需要母排来载流,单管功率脚也需要电阻焊能力;同时考虑未来SiC单管要做到9mohm,电流要到200A以上,TO-247 PLUS-4经过优化增加脚宽度来减少热应力,同时功率C-E之间Pin脚间距达到7mm,能够完全满足高电压470V应用需求。由于发射极kelvin脚的引入,损耗降低的优势进一步显现,大约12%降低,建议产品设计考虑该封装带来的效率提升。
据国内媒体统计,近4个月内全球4起与氢能源有关的爆炸,目前日本、韩国、挪威已经停止了氢能源汽车的有关销售。 今年5月,韩国的一个氢燃料储存罐发生爆炸,造成了在场人员受伤或死亡,同年9,一家韩国化工厂发生了氢气泄漏引发的大火,造成了人员烧伤。这使得氢能源安全性在韩国群众心中受到质疑;6月,美国加州圣塔克拉拉的一家化工厂的储氢罐泄露爆炸,导致当地氢燃料电池汽车的氢供应中断。同月在挪威一家加氢站发生爆炸,导致人员受伤。 目前,日本丰田和韩国现代已经停止了氢燃料电池汽车的销售。 前不久,据德国《汽车周刊》报道,大众汽车集团首席执行官赫伯特·迪斯(Herbert Diess)表示,氢能源汽车“没有未来”。他认为,从环保角度考虑
随着环保意识的逐步的提升,慢慢的变多的人开始选择新能源汽车。相比于传统燃油车,新能源车无疑更加环保、节能、安全和舒适,但也有一些问题是需要解决,其中最重要的就是怎么样做充电。一些新能源车并没有带有放电功能,由此许多人不知道怎么为其充电。下面我们将详细的介绍如何为不带放电功能的新能源车进行充电。 1. 检查车辆类型 要为新能源车进行充电之前,首先要确定车辆类型。不同的车辆有不一样的电池类型和充电方式。比如,有的车辆内置锂电池,而有的则采用铅酸电池,因此各自有不一样的充电要求。所以,在进行充电之前要先做好相关调查和确认。 2. 选择适当的充电方式 新能源车的充电方式一般有三种:交流充电、直流充电和光伏充电。交流充电和直流充电是目前最主流的两种
随着中国经济结构的转型升级,国内传统汽车转型升级也进入了一个关键时期。传统燃油汽车行业使出“杀手锏”,严控现有汽车企业扩大传统燃油汽车产能。 为防止产能过剩事态进一步恶化,传统燃油汽车行业使出“杀手锏”。 日前,国家发展改革委产业司组织召开汽车投资项目管理工作会议,要求各地完善汽车投资项目管理,禁止核准新建传统燃油汽车生产企业投资项目,严控现有汽车企业扩大传统燃油汽车产能。 有关部门对传统燃油汽车所采取的“拉闸”行为,意味着汽车生产企业的数量将迎来管控,汽车行业也将迎来转型期。 著名经济学家宋清辉认为,发改委严控汽车产能过剩,禁止核准新建传统燃油汽车生产企业投资项目无疑都是对的,未来是新能源车的天下,传统汽
据相关多个方面数据显示,2015年上半年乘用车市场累计销售9,537,617辆,同比增长7.4%。分类型来看,持续迅速增加的SUV同比增长48.0%;MPV同比增长16.8%;而依旧占据最大市场占有率的轿车累计销量实现5,785,712辆,同比下跌6.0%,市场占有率同比下跌8.7个百分点至60.7%,成为制约整个乘用车市场增长的因素。 上半年,汽车企业纷纷降价成为车市最大的新闻,先是上海大众官方宣布主力车型降价,彻底打破了国内汽车市场行情报价多米诺骨牌,包括一汽-大众、长安福特、北京现代、上海通用在内的大部分品牌紧随其后纷纷通过种种形式加入到降价风潮之中。截止到6月底,官方降价力度最大的是雪佛兰科帕奇,降价5.39万元。 中国
据了解,2017上年,我国多个城市相继推出了扶持 新能源物流车 发展的有关政策,使该产业迎来了强劲的增长势头,从而吸引了不少企业纷纷投身其中。而就在近日,中国新能源汽车有限公司( 中新汽 )与湖南中车时代电动汽车股份有限公司( 中车电动 )达成合作协议。 不难看出,在国家的大力推广下,传统燃油车向新能源汽车方向转变已成大势所趋,而近年来,在电子商务加快速度进行发展的推动下,电商物流得以飞快增长,尤其在节能环保理念越发深入人心的背景下,电动物流车慢慢的变成为一种新型的交通工具。 中国物流采购联合会的统计多个方面数据显示,2016年,中国快递业已实现连续6年增长率超过50%,日均8000万个包裹,快递量达312.8亿件,而绿色物流概念的提出,让新
28日,受国务院委托,国家发展改革委主任、财政部部长楼继伟分别向十二届全国人大常委会第四次会议作今年以来国民经济与社会持续健康发展计划执行情况及预算执行情况的报告。 打造中国经济升级版,关键要加快结构调整力度。坦言,当前加快产业转变发展方式与经济转型的任务仍十分艰巨,在有效需求不足的情况下,产能过剩矛盾仍在发展。战略性新兴起的产业短期内难以对经济稳步的增长构成更强的拉动,服务业发展水平还有待提高。 楼继伟表示,将采取有明确的目的性的政策措施,促进稳增长调结构。如落实支持小微公司发展的税费政策;完善促进信息消费的政策措施,破除垄断和减少管制;实施战略性新兴起的产业重大工程,提高战略性新兴起的产业对经济稳步的增长的拉动作用;启动新一轮节能与新
大范围禁售传统燃油车的时间表一出,为了顺应大势所趋,各家汽车厂商纷纷公布了新能源战略以及远期的计划,大量的新能源产品即将或者说已经在来的路上了。 未来大多数汽车厂商以 新能源车 型为主的目标已然明确,条条大路都将通向“罗马”,只是用什么方式来实现,最终呈现出什么样的结果,可谓八仙过海,各有神通。正所谓一叶而知秋,本文咱们就从一些汽车厂商的公布新能源战略,让“神通”提前显现出来。 北汽新能源:不管 电池技术 怎么发展投入100亿元坚决推广换电 去年,北汽新能源发布了“擎天柱”计划,未来5年将投入100亿元,这么多资金干什么用?最大多数都用在发展换电和电池再利用业务。其实,北汽新能源早就在出租车、公交车等车型中开启了换电计
新能源车补贴政策的每一个微小调整都挑逗着公众的神经。近日,这一飘忽不定的大神终于落地,一项一项的掰扯细则。 亮点求变 1、新能源补贴直补车企 细则明确规定,“中央财政将补贴资金拨付给新能源汽车生产企业,实行按季预拨,年度清算。” 生产企业向企业注册所在地的财政、科技部门提交补贴资金预拨申请。四部委组织审核后向有关企业预拨补贴资金。 此前补贴通过销售行为达成,异地卖车、异地补贴,其中繁复的跨地域补贴申报流程让一些车企望而却步。这项调整利于新能源汽车企业扩大私人购车领域的辐射范围。 另外,此前补贴并非直接下放车企,而是首先被地方政府“截流”,这也导致了不少地方在采购推广新能源
汽车底盘技术
汽车整车控制管理系统检测与维修 (包丕利主编)
东芝1200V SIC SBD “TRSxxx120Hx系列” 助力工业电源设备高效
【电路】由智能化远程热风扇控制器ADT7460构成的计算机散热控制电路
TI 有奖直播 使用基于 Arm 的 AM6xA 处理器设计智能化楼宇
Follow me第二季第3期来啦!与得捷一起解锁高性能开发板【EK-RA6M5】超能力!
报名直播赢【双肩包、京东卡、水杯】 高可靠性IGBT的新选择——安世半导体650V IGBT
30套RV1106 Linux开发板(带摄像头),邀您动手挑战边缘AI~
2024 瑞萨电子MCU/MPU工业技术研讨会——深圳、上海站, 火热报名中
11 月 15 日消息,开源欧拉 openEuler 首个 AI 原生开源操作系统 openEuler 24 03 LTS 版本于今年 6 月 6 日正式对外发布 ...
引言:连接器在每个汽车上都有应用,该设备利用电、光等信号借助其控制相应的机械力连接、断开、转换,进而实现相应的电路或光通道转换的一 ...
本文中基于 QC T 29106-2014 标准,提出了新的耐久特性测试和触点压降测试方法,并针对这2种测试办法来进行试验验证。以下为正文。线束作 ...
金属氧化物及其与其它材料(如MXenes和金属硫族化合物)的复合材料,可通过它们暴露于目标气体或蒸汽中所产生的电阻或电压变化,来实现不 ...
蓄电池是汽车的电源之一,发电机停止工作和起动发动机时,电量全部从蓄电池输出;当发动机处于怠速或低速工作时,发电机的发电量不能满足需 ...

站点相关:嵌入式处理器嵌入式操作系统开发相关FPGA/DSP总线与接口数据处理消费电子工业电子汽车电子其他技术存储技术综合资讯论坛电子百科
上一篇:“三折叠”小肚皮一览无遗刘飞儿展现实在身段腰和腿真的瘦了
下一篇:小杨哥:荣华富贵一场空
